mcutler
Well-Known Member
- Joined
- Apr 17, 2010
- Location
- mt.airy nc
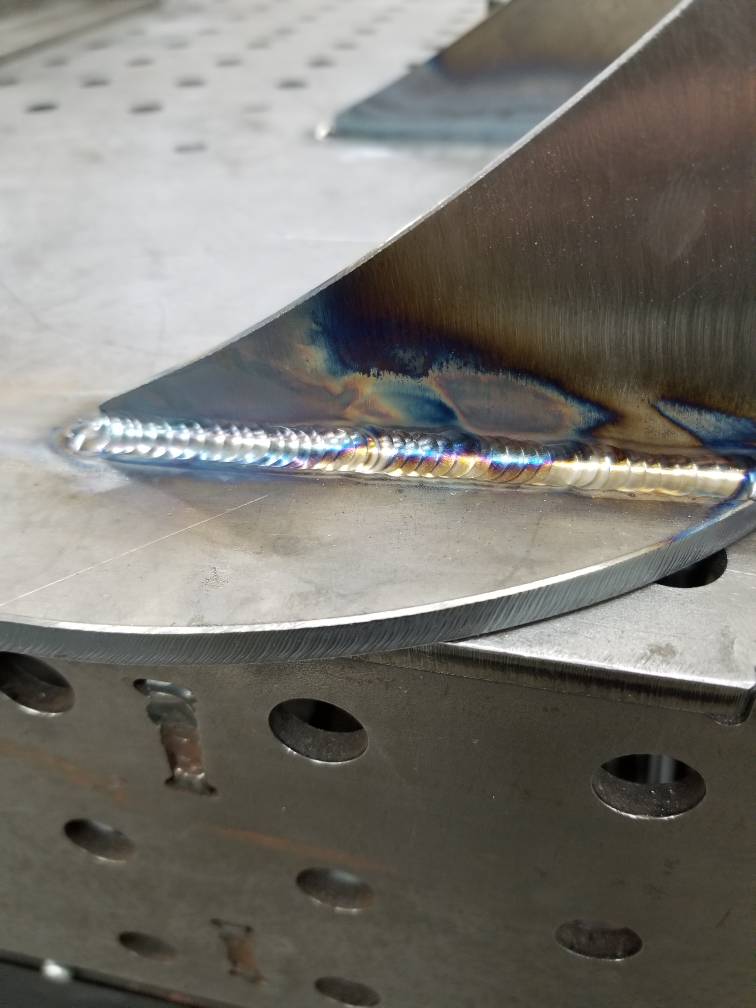
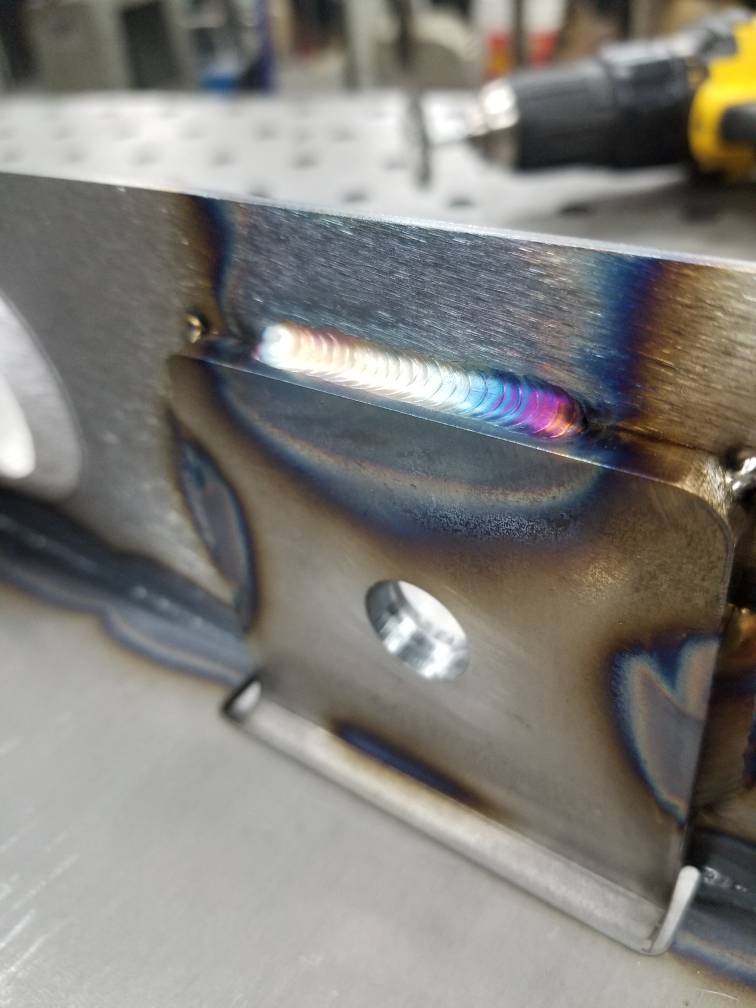
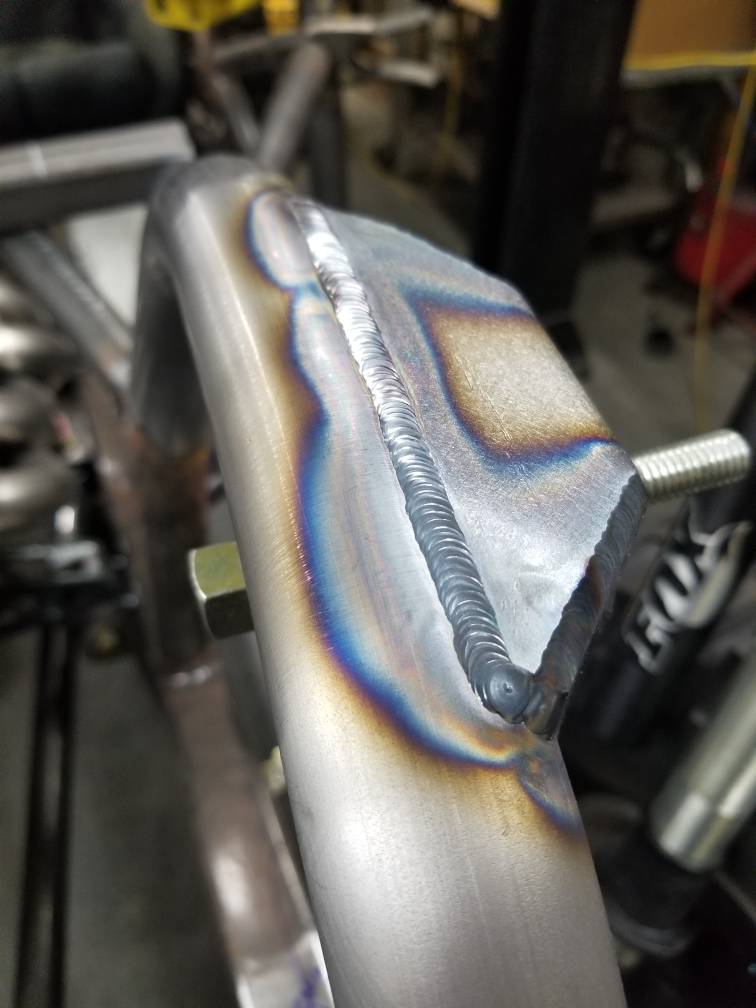
Running high hertz will help focus the puddle and allow for a tighter fillet....another trick is to run a tungsten that doesn't ball well and give it a rounded sharp tip. Just don't blunt the end by grinding straight into it. You will get arc wander like Stevies head singing.
Forget the rest of the specs, lol.
2% lan, 8 cup with lens, 125 amp w/pedal, 30% balance, 90 freq, sharp polished tungsten, slightly blunted on belt sander (dedicated). 4043 1/8 and 1/16 fillers.
I will have a sharpie handheld grinder soon.
Sent from my SM-G892A using Tapatalk